
Реле максимального тока серии РТ-40, РТ-140 применяются в качестве измерительных реле в схемах релейной защиты.
Реле тока типов РТ-40/Р предназначены для применения в схемах устройств резервирования отказа выключателей, а также в специальных схемах защиты на номинальные токи 1 или 5 А.
Реле тока мгновенного действия типа и РТ-40/Ф применяются в схемах защиты установок переменного тока в тех случаях, когда требуется загрубление защиты при появлении высших гармоник тока.
Реле максимального тока типа РТ-40/1Д применяется в схемах защиты переменного тока в тех случаях, когда требуется 6ольшая кратность длительно допустимого тока к току срабатывания реле.
Технические характеристики
Реле тока серии РТ-140 выпускаются в унифицированном корпусе СУРА и приспособлены для переднего или заднего присоединения внешних проводников только под винт. Основные технические данные реле РТ-40, РТ-140 приведены в табл. исполнений. Коэффициент возврата реле не менее 0,85 на первой уставке и не менее 0,8 на остальных уставках шкалы. Реле имеет один замыкающий и один размыкающий контакты. Коммутационная способность контактов в цепи постоянного тока - 60 Вт, в цепи переменного тока - 300 ВА при напряжении не более 250 В и токе не более 2 А. Масса не более 0,85 кг.
Реле РТ-40/Р имеет один замыкающий и один размыкающий (для заднего присоединения) контакты. Коммутационная способность контактов в цепи постоянного тока - 60 Вт, в цепи переменного тока - 300 ВА при напряжении не более 250 В и токе не более 2 А.
Коэффициент возврата реле на любой уставке не менее 0,7. Потребляемая мощность реле на любой уставке не более 30 ВА. Масса не более 3,5 кг.
Пределы уставок на ток срабатывания РТ-40/Ф: от 1,75 до 17,6 А при частоте 50 Гц; токи срабатывания реле при частоте 150 Гц возрастают не менее чем в 8 раз. Номинальный ток реле Iн=6,3 А. Коэффициент возврата реле на любой уставке не ниже 0,8. Реле имеет один замыкающий и один размыкающий контакты. Коммутационная способность контактов:
- в цепи постоянного тока 60 Вт;
- в цепи переменного тока 300 ВА при напряжении не более 250 В и токе не более 2 А.
Масса не более 3,5 кг.
Пределы уставок тока срабатывания реле РТ-40/1Д от 0,15 до 1 А.
Коэффициент возврата реле на любой уставке не менее 0,7.
Реле термически устойчиво при длительном протекании тока, равного 6,93 А.
Реле имеет один замыкающий и один размыкающий контакты.
Коммутационная способность контактов в цепи постоянного тока - 60 Вт, в цепи переменного тока - 300 ВА при напряжении не более 250 В и токе не более 2 А.
Масса не более 3,5 кг.
Устройство и принцип действия
Реле тока мгновенного действия РТ-40 (рисунок 1, а) состоит из закрепленной на цоколе 17 фигурной алюминиевой стойки 3, на которой размещены П-образный магнитопровод 1 с обмоткой 2 и подвешенная на верхней цапфе 5 подвижная система в с1оставе якоря 15, несущего пластмассовую колодку 6 с подвижным контактом 7, и гасителя колебаний 4. Две пары неподвижных контактов 19 (рисунок , б) с передними и задними упорами 20 и 18 закреплены на основании 8.
При прохождении тока по обмотке 2 (рисунок 1, а) создается магнитный поток, под действием которого якорь 15 притягивается к полюсам магнитопровода 1 и стремится повернуть по часовой стрелке подвижную систему, чему препятствует противодействующая пружина 13. При достижении тока срабатывания реле подвижная система, преодолевая противодействие пружины 13, связанной наружным концом с поводком 14, а внутренним — с втулкой 12, поворачивается и размыкающие (правые) контакты размыкаются, а замыкающие (левые) — замыкаются. После срабатывания реле при снижении тока в обмотке до тока возврата реле его подвижная система вернется а исходное положение, определенное упором 16: размыкающие (правые) контакты замкнутся, а замыкающие (левые) — разомкнутся.
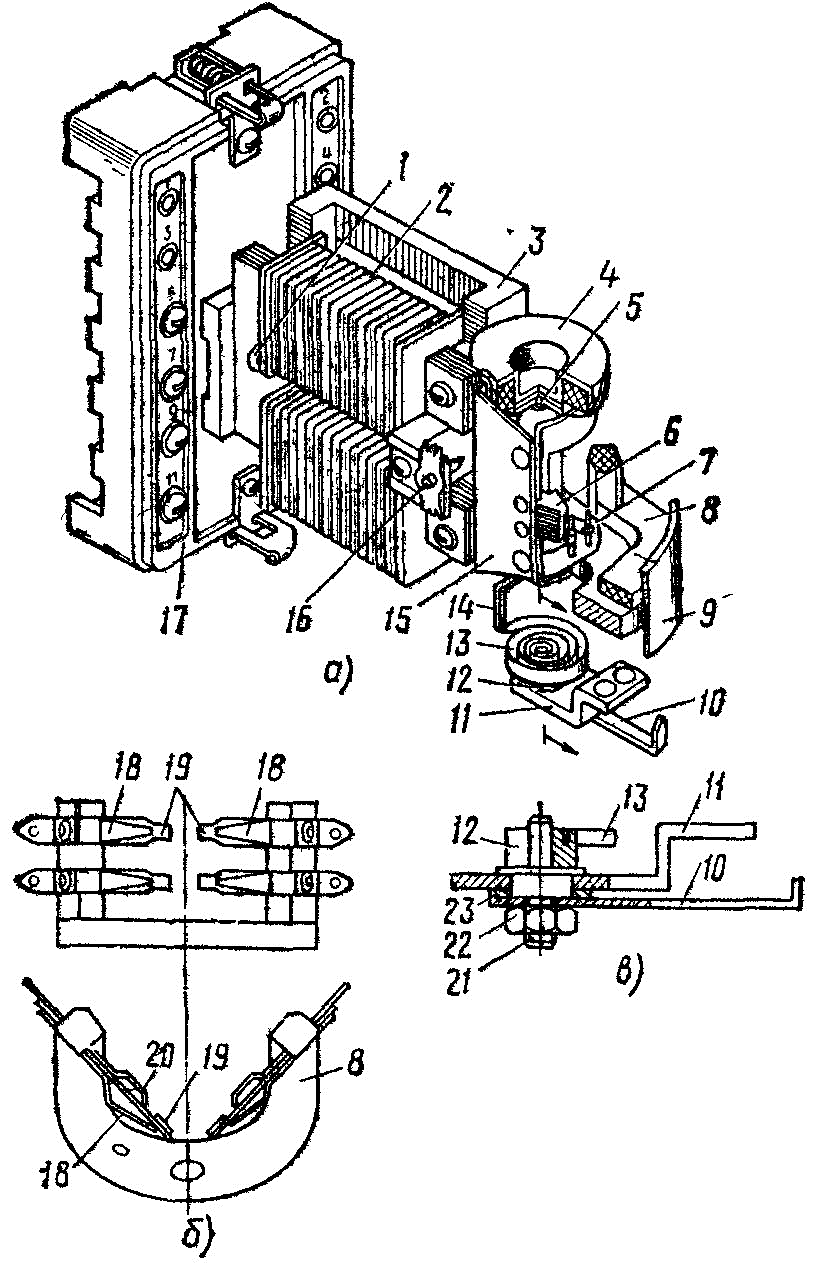
Рисунок 1 – Электромагнитное реле тока РТ-40: в—устройство, б — неподвижные контакты, в —узел регулировки уставок
В необходимых случаях для регулирования тока срабатывания реле применяют последовательное или параллельное соединение обмоток 2 (ступенчатая регулировка) или изменяют натяжение пружины 13 (рис. 105, в), выбирая соответствующее положение стальной скобы 11, закрепляемой фасонным винтом 21 с гайкой 22, втулкой 12 и пружинной шайбой 23 (плавная регулировка). При этом положение скобы 11 фиксируется, указателем уставок 10 и шкалой 9.
Проверять и налаживать реле рекомендуется в лаборатории, используя специальные электрические устройства. Проверку реле начинают с внешнего осмотра: проверяют наличие пломб, целостность кожуха и плотность прилегания его к цоколю, состояние уплотнений, очистка реле.
После снятия кожуха приступают к внутреннему осмотру: очищают детали, проверяют затяжку винтов, гаек, крепящих пружин, контакты, подпятники, магнитопроводы; проверяют надежность внутренних соединений; регулируют механическую часть реле; контакты тщательно очищают и полируют воронилом (пользоваться надфилем или абразивными материалами нельзя).
Далее измеряют сопротивление изоляции мегомметром 1000 В между электрическими частями реле и корпусом, которое должно быть не менее 10 МОм, проверяют уставки. Если обнаружены дефекты, выходящие за возможность устранения их в лаборатории, реле заменяют новым.
Ремонт — это комплекс операций по восстановлению исправности или работоспособности электротехнических устройств, восстановлению их ресурсов или их составных частей. Под операцией ремонта понимают законченную часть ремонта, выполняемую на одном рабочем месте исполнителями определенной специальности, например: очистка, разборка, сварка, изготовление обмоток и т.д.
Существует несколько методов ремонта: ремонт эксплуатирующей организацией, специализированный, ремонт предприятием — изготовителем изделия. Последние два метода имеют существенные преимущества, которые позволяют достигнуть высоких технико-экономических показателей путем применения нестандартизированного высокопроизводительного эффективного оборудования, производства запчастей, внедрения современной технологии, близкой к технологии электромашиностроительных заводов, с применением новых материалов. Эти методы позволяют создать обменный фонд из новых или отремонтированных электрических машин и другого оборудования распространенных серий и типов. Но эти методы исключают возможность оперативного ремонта ответственного и нетипового оборудования, оборудования, изготовленного зарубежными фирмами, и оборудования старых марок. Кроме того, не решается проблема технического обслуживания, составляющего более 80 % трудоемкости ремонта электрических сетей и крупногабаритного оборудования (трансформаторные подстанции, распределительные устройства, щиты управления и др.). Надежность, бесперебойность и безопасность работ электрооборудования и сетей может быть обеспечена правильной системой ремонта электрооборудования эксплуатирующей организацией. Такой системой является планово-предупредительный ремонт, представляющий собой форму организации ремонта, состоящей из комплекса организационно-технических мероприятий, обеспечивающих выполнение технического обслуживания и профилактического ремонта.
Ремонтные работы, регулировка
Устройства защиты и автоматики проходят следующие эксплуатационные проверки: проверка при новом включении; полная плановая проверка; частичная проверка; дополнительные проверки
Наиболее полная проверка реле производится при новом включении и наличии явных неисправностей, требующих осуществлять в лабораторных условиях полную разборку реле. При плановых и дополнительных проверках, как правило, не производят разборку реле. Объем механической проверки при этом оценивается по результатам предварительно снятых электрических характеристик, отклонение которых от заданных величин указывает на ту или иную неисправность реле.
Следует отметить, что излишняя разборка реле без достаточных на то оснований нежелательна.
При ревизии, регулировке и ремонте любых реле защиты и автоматики выполняют ряд общих операций независимо от типа и конструкции реле.
Прежде чем приступить к выполнению каких-либо работ по регулировке и ремонту реле, следует произвести внешний осмотр и оценить общее состояние реле. При внешнем осмотре перед вскрытием реле проверяется наличие пломб, целость кожуха и смотрового стекла, плотность прилегания кожуха к цоколю реле, наличие и состояние уплотнений.
Если производится проверка реле, установленного на панели, то проверяется надежность его крепления и изоляции выводов от панели. При заднем присоединении проводов на шпильки или колки реле должны быть надеты изолирующие трубки; ширина отверстий в панели должна быть больше диаметра шпилек или колков на 4—5 мм.
При переднем присоединении проводов на металлической панели под выводы реле должны быть подложены изолирующие прокладки; зазор между металлической панелью и неизолированными токоведущими частями должен быть не менее 3—5 мм.
Проверяется надежность наружных контактных соединений — затяжка контргаек, фиксирующих шпильки заднего присоединения на цоколе реле, и затяжка винтов, крепящих пластины переднего присоединения к цоколю.
Затяжка контргаек без отсоединения проводов и снятия реле с панели производится с помощью специальных торцевых ключей (рисунок 2). Затяжку и ослабление гаек, крепящих проводники наружного монтажа, следует производить двумя ключами — торцевым и плоским, как показано на рисунке 3.
В некоторых случаях наблюдается покачивание и проворачивание шпилек из-за слабой запрессовки контактных втулок в пластмассовом цоколе реле. Чтобы проверить надежность контакта между шпилькой и втулкой, необходимо вскрыть кожух реле и убедиться в том, что шпилька проворачивается вместе со втулкой. Для прожатия винтов, крепящих пластины переднего присоединения, реле необходимо снять с панели.
Для предварительной оценки общего состояния реле до его вскрытия целесообразно провести частичную электрическую проверку — замерить основные параметры срабатывания, что позволяет в ряде случаев выявить неисправности.
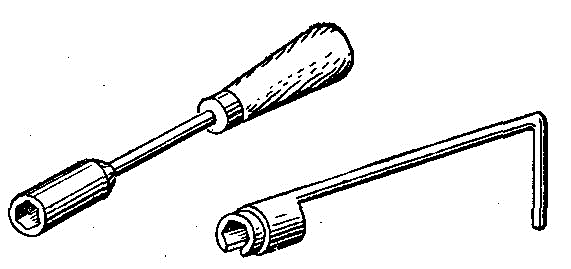
Рисунок 2 – Торцевые ключи для
крепления гаек на шпильках реле
заднего присоединения
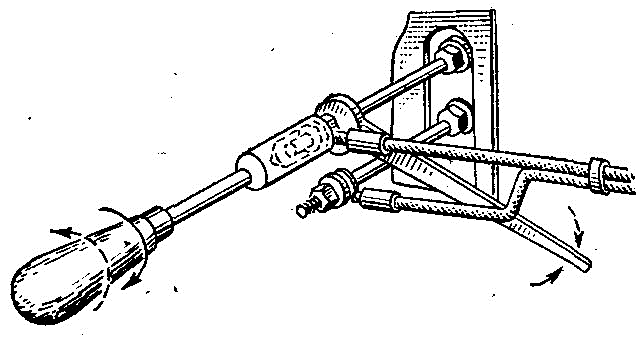
Рисунок 3 – Затяжка и ослабление гаек, крепящих монтажные провода к шпилькам реле заднего присоединения, двумя ключами
При ремонте и ревизии реле различных типов выполняется ряд указанных далее операций.
После внешнего осмотра с реле снимают кожух, удаляют пыль и грязь с деталей реле.
Производят проверку подпятников реле. Для этого необходимо поочередно вывернуть каждый подпятник и осмотреть в лупу его и конец оси, опирающейся на этот подпятник. При ревизии и ремонте реле подпятники следует промыть, почистить. Некоторые типы подпятников «заправляют», т. е. придают им необходимую форму.
Если подпятники выполнены на камнях, то целость рабочей поверхности камня проверяется острой иглой. При обнаружении царапин, трещин или других дефектов подпятник заменяют.
Проверяют, чтобы подвижные оси реле не были изогнуты, и состояние рабочих концов осей отвечало конструктивным требованиям, т. е. имело бы заданную форму и угол заточки, например, плоскость, сферическую поверхность, конус и т. п. Поверхность рабочей части должна быть полированной, без царапин, выбоин или других повреждений. При обнаружении неисправностей концы осей правят и полируют рабочую поверхность.
Ось реле должна располагаться в подпятниках таким образом, чтобы она имела продольный и поперечный люфты (зазоры) и свободно в них поворачивалась. Наличие и величина люфта определяются при перемещении оси в подпятниках от руки по звуку — прослушивается характерное постукивание оси о подпятник. Продольный люфт оси обычно регулируется положением подпятников. Поперечный люфт не регулируется. При недопустимо большой величине последнего для данного типа реле подпятник должен быть заменен.
Проверяют состояние спиральных пружин и безмоментных спиральных токоподводов. Пружины должны быть чистыми, без следов окисления, витки их должны располагаться перпендикулярно оси, не касаться друг друга и иметь по всему ходу пружины равномерный зазор.
Производят ревизию и регулировку контактов реле. Контактные пружины, обычно бронзовые, должны быть чистыми, без следов окисления и изломов. Серебряные и металлокерамические поверхности контактов чистят и полируют.
Регулируют совместную настройку подвижного и неподвижного контактов:
– расстояние между подвижным и неподвижным контактами;
– угол встречи плоскости подвижного контакта с плоскостью неподвижного контакта;
– точку касания подвижного контакта с неподвижным;
– совместный ход контактов;
– жесткость контактных пластин.
Производят осмотр обмоток реле: обмоточный провод не должен носить следов подгара, окисления и. механических повреждений. Если обмотки закрыты кабельной бумагой, кембриковой лентой (или другой изоляцией) и на ней нет никаких повреждений, то снимать эту изоляцию не следует. Обмотки должны быть надежно закреплены на магнитопроводе.
Осуществляют проверку зубчатых и червячных передач реле: подвергают чистке, правят зубья, снимают заусенцы, регулируют совместную работу.
Проверяют достаточность и равномерность зазора между подвижной частью реле (якорем, барабанчиком, диском) и полюсами магнитной системы.
Производят проверку качества и надежности паек: пайки следует осмотреть, а также убедиться, что провод не перемещается в месте пайки.
В случае нарушения изоляции токоведущих- частей относительно корпуса или недостаточной прочности изоляции ее заменяют или усиливают. При ремонте производят частичный или полный монтаж внутренних соединений реле.
При надетом кожухе проверяют исправность устройств, укрепленных на кожухах реле, а именно: устройств завода флажков указательных реле, ручки для установки заданной уставки и т. п.
При выявлении неисправностей в реле они должны быть устранены. Для этого выполняют механическую проверку и ремонт реле. Реле, прошедшие ревизию или ремонт и подготовленные к электрической проверке, должны отвечать следующим основным требованиям:
– каждая деталь реле должна быть исправной и чистой;
– все неподвижные элементы реле должны быть надежно закреплены, чтобы не допустить их самопроизвольного перемещения; винты и гайки должны быть затянуты;
– между подвижными и неподвижными элементами реле должен существовать зазор; перемещение подвижных элементов должно происходить с минимальным трением.
При ревизии реле необходимо дополнительно проверить:
– не задевает ли якорь за полюса магнитопровода при поворачивании якоря рукой;
– надежность крепления указателя шкалы;
– наличие продольного и поперечного люфта в подвижной системе реле;
– исправность подпятников;
– состояние и регулировку контактов.
При разборке реле необходимо снять шкалу, вывернув два винта, крепящие ее к алюминиевой стойке. Затем отсоединить монтажные провода, идущие от неподвижных контактов и обмотки к зажимам на цоколе реле.
Вывернув винт, крепящий пластмассовую колодку неподвижных контактов к алюминиевой стойке, можно снять колодку, подав ее вверх на себя (при горизонтальном положении цоколя). Левый упор начального положения якоря снимается после отвертывания винта, которым крепится планка упора к алюминиевой стойке. После этого следует отвернуть два винта (снизу под шкалой), крепящие фасонную планку к алюминиевой стойке, и снять планку с укрепленными на ней указателем шкалы и регулировочной головкой.
Ослабив винт, крепящий верхний подпятник, его можно вынуть пинцетом из отверстия в алюминиевой стойке. Аккуратно снять якорь с пружиной, выводя его влево. Ослабив соответствующий стопорный винт, нужно вынуть пинцетом нижний подпятник.
Чтобы снять магнитопровод с обмотками, следует отвернуть три винта, крепящие его к алюминиевой стойке.
Сборка и механическая регулировка реле. Верхний подпятник реле опорный, нижний — направляющий. Подпятник реле представляет собой латунный цилиндрик с запрессованной в него стальной шпилькой. Рабочей поверхностью верхнего подпятника является сферический конец шпильки, рабочей поверхностью нижнего подпятника — боковая поверхность. При осмотре подпятников следует обращать внимание на состояние их рабочих поверхностей — они должны быть чистыми, полированными, без выбоин и вмятин.
На верхний подпятник опирается своей пятой якорь. В этой пяте засверлено отверстие под подпятник. Плоскость бронзовой подкладки пяты опирается на сферическую поверхность стальной шпильки подпятника. Отверстие пяты должно быть чистым, без заусенцев. В нижней части якоря (в его планке) имеется отверстие, в которое проходит шпилька нижнего подпятника.
Якорь следует установить, продев в отверстие его нижней части шпильку нижнего подпятника. После этого нужно поставить на место верхний подпятник. Подпятниками сначала следует отрегулировать симметричное расположение якоря относительно полюсов магнитопровода, а затем продольный люфт, который должен быть в пределах 0,2—0,3 мм.
Начальное и конечное положение якоря нужно отрегулировать упорными винтами. При начальном положении якоря край его лепестка должен совпадать с краем магнитопровода, угол поворота якоря составляет 10—15°.
Упорные винты ввертывать (вывертывать) следует осторожно, чтобы отверткой не задеть пружинящую бронзовую планку, стопорящую эти винты. В противном случае планка может деформироваться и потерять пружинящее свойство.
Зазор между полкой якоря и полюсами магнитопровода при втянутом якоре должен быть одинаковым и равным 0,6 мм. Зазор регулируется перемещением магнитопровода за счет овальных отверстий под винты в теле магнитопровода.
С внутренней стороны фасонной планки укреплен фасонный винт регулировочной головки, в прорезь которого заведен внутренний конец пружины. С наружной стороны фасонной планки проложена пружинящая шайба и закреплен указатель шкалы. Чтобы отрегулировать необходимую затяжку возвратной пружины, следует пользоваться двумя плоскими гаечными ключами, поворачивая одним из них на нужный угол фасонную гайку, а другим — придерживать гайку, крепящую указатель. После этого гайку, крепящую указатель, необходимо затянуть так, чтобы указатель перемещался вдоль шкалы с некоторым усилием и не мог сдвигаться самопроизвольно с заданной уставки.
Если пружина сильно деформирована, необходимо отпаять ее конец, припаянный к планке, жестко укрепленный на якоре, и выправить отдельно на столе. При установке пружины на место следует следить за тем, чтобы плоскость спирали пружины была строго горизонтальна.
Витки пружины не должны касаться друг друга или между ними должен сохраняться равномерный зазор при перемещении указателя вдоль шкалы. Это обеспечивается изгибом планки, к которой крепится внешний конец пружины. Изгиб следует делать с помощью пинцета.
Затем нужно установить на место колодку неподвижных контактов, шкалу реле и отрегулировать контакты. Перед регулировкой серебряные поверхности контактов следует зачистить и отполировать воронилом.
Серебряный стерженек подвижного контакта должен иметь поперечный люфт 0,1—0,2 мм и поворачиваться вокруг своей оси на 5—8°. Неподвижные контакты должны находиться в одной плоскости, иметь одинаковый изгиб и замыкаться подвижным контактом одновременно. У реле с замыкающим контактом жесткие упоры контактных пружин должны касаться без давления контактных пружин или иметь зазор не более 0,1 мм.
Подвижный контакт должен подходить к поверхности неподвижного под углом 50—60°, касаться неподвижного контакта в точке, лежащей примерно на 1/3 от переднего края, и скользить по нему с небольшим трением, создавая прогиб контактной пластины на первой уставке по шкале около 0,3 мм. Совместный ход контактов должен составлять 0,7— 1,0 мм. При повороте подвижной системы реле до упора мостик не должен доходить на 1/3 до конца серебряных пластин неподвижных контактов. Указанная регулировка достигается подгибанием пластин неподвижных контактов, перемещением в небольших пределах колодки этих контактов, а также конечным положением якоря.
Для создания надежного размыкающего контакта при отсутствии тока в обмотке реле и положении указателя на первой уставке по шкале прогиб неподвижных контактов должен быть не менее 0,3 мм, а зазор между якорем и левым упорным винтом 0,1—0,2 мм. Суммарный зазор (на два разрыва) между неподвижными и подвижными контактами (в разомкнутом состоянии) должен быть 2—2,5 мм.
Затяжку пружины следует предварительно отрегулировать при положении указателя на первой уставке по шкале; угол затяжки должен составлять примерно 30°. Для изменения затяжки пружины необходимо ослабить гайку, крепящую указатель, и плоским гаечным ключом повернуть на нужный угол шайбу, расположенную под гайкой с прорезью, придерживая одновременно контрящую гайку. После этого контрящую гайку затянуть.
Изменение затяжки пружины в реле рассматриваемого типа производить неудобно, поэтому для упрощения этой операции следует прорезать шлиц под отвертку в нижнем торце винта.
- Войдите, чтобы оставлять комментарии